Gas Analytics
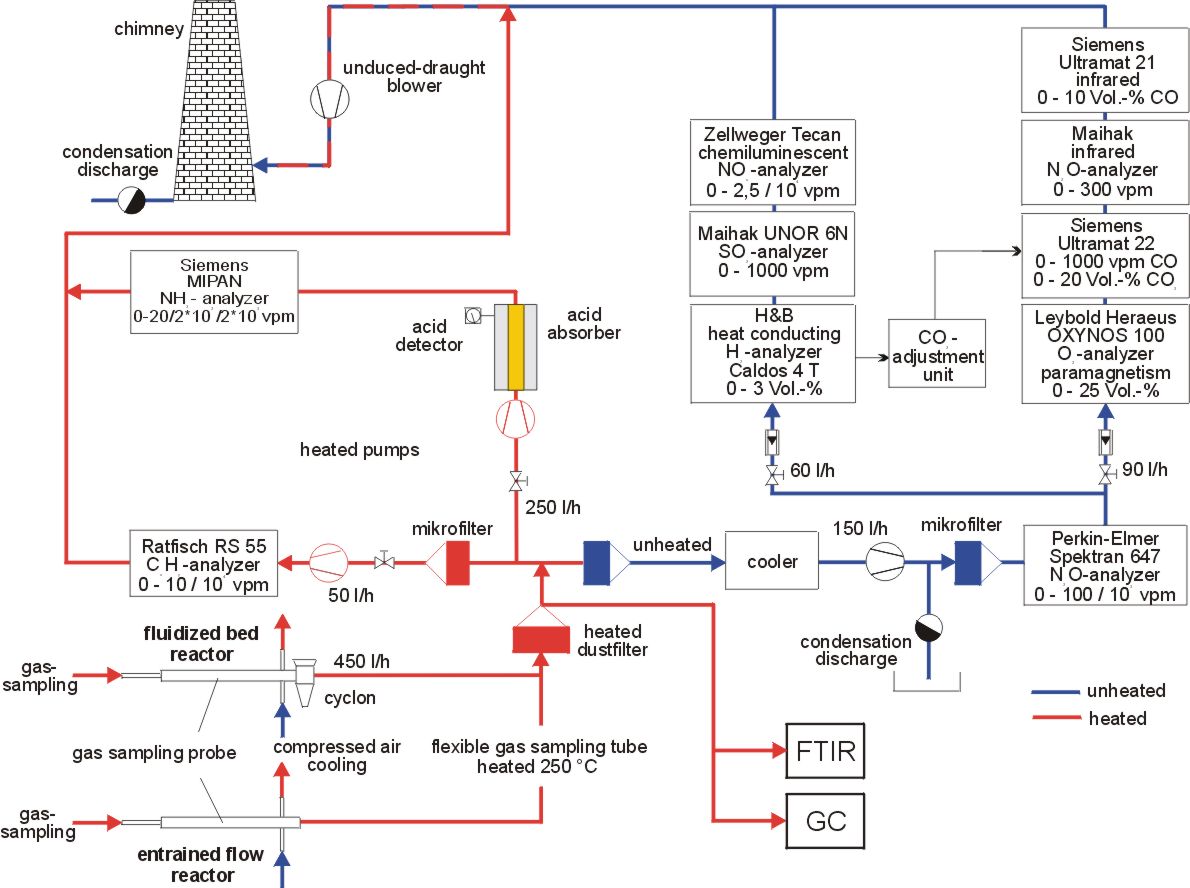
For the purpose of collecting flue gas as well as ash samples 16 measuring ports are distributed along the reactor. The measurement of the flue gas components is provided by 10 different standard gas analysers. Flue gas samples are extracted from the combustion chamber isokinetically by probes cooled by compressed air. The flue gas is led to a heated coarse filter and subsequently to a teflon fine strainer through an electrically heated teflon hose in order to separate particles carried along by the flow of flue gas. Leaving the coarse filter the gas flow is divided into a hot and a cold train. The hot train pipes are heated up to a temperature of 180 to 250 °C and consist of stainless steel or teflon. These steps are to be taken to prevent from falling short of the acid dew points. Particularly the SO3, which contributes to the sulphuric oxide emission by nearly 10 %, leads to an increase of dew point up to 160 °C. Additionally, the high temperatures prevent an adsorption of gas components, especially NH3 and HCN, on metal surfaces. In this part of the flue gas analysis the concentration of the water-soluble flue gas components (NH3 and CXHY) are detected. The concentration of hydrocarbons is measured by a flame ionisation detector (FID). Ammonia is detected by a microwave process analyser which is encamped by an acid absorber in order to protect the gauge head. In the cold, dry flow train of the gas analysis the non-water-soluble components are detected. At first the flue gas is cooled, dried and subsequently conducted to the analysers. In order to obtain a constant water level in the analysers, the flue gas is kept on a constant temperature level of 3 °C. The analysers are heated to a temperature of 50 °C in order to prevent water condensation. In the dry flue gas the concentrations of O2 (paramagnetic principle of measurement), H2 (principle of thermal conduction, WLD), NO and NO2 (chemiluminescense) as well as CO, CO2, SO2 and N2O (infrared-absorption, IR) are measured. The infrared meters used in this analysis allow simple handling due to low cross interference�s caused by steam. Any remaining cross interference�s can be directly eliminated by a calibration with nitrogen or humid air.